




01
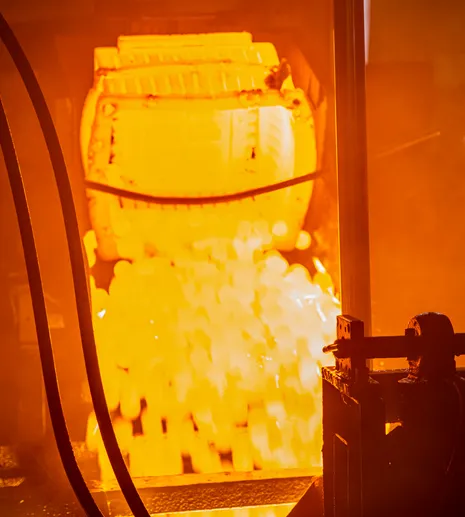
制作研磨球

汽车:生产线
该生产线采用覆砂金属型工艺,广泛用于生产中小型铸件,如 铬球研磨介质(研磨球)、曲轴、制动鼓、轮毂、铸球、铸造接头、水表外壳、发动机缸盖等。
该生产机可实现远程维护和远程故障诊断功能。造型线操作工主要负责浇注、辅助清洗、监控、下芯等工作。
它由三个主要部分组成:造型线、倾斜式浇注系统和金属模具。
生产线
-
淬火生产线
-

迪砂生产线
-

迪砂生产线
-

迪砂生产线


02
分离和清洁
AUTO WAY:自动球类分离分选机
这种机器通常建在地下,以消除噪音和灰尘。耐磨球成型后,操作人员将整体成型的球、浇口、冒口抛至进料口,然后从不同的隧道排出球、流道和砂。

自动推杆式热处理机
简单的介绍
该机采用PLC控制,操作人员可根据工艺要求通过触摸屏修改各段温度。球加热和硬化过程是全自动的。机器配有报警系统,可以清楚地告诉操作者工作周期和机器故障信息。
工作流程
回火部分:装球(原装或淬火)-推球入炉-加热-推出球-包装



